細穴放電加工液ってなに?① ~純水使用と加工液使用の加工時間比較~
2024.02.09
「これまで細穴放電加工に純水を使ってきたけど、専用の加工液を使うとどんなメリットがあるの?」
回答)
目的によりメリットは異なりますが、例えば、『加工スピードを早くする』『精度を良くする』『電極の寿命を延ばす』『錆を抑える』などが挙げられます。
細穴放電加工機は金属に穴をあける機械のひとつです。
細長い丸棒状の電極先端を金属ワークに近づけると放電が起き、その放電の力によってワーク表面で微小の破壊(溶かす/微細な粒・スラッジ状にする)が起きます。
電極先端をワークへ進めていくと、次々と放電加工されてワークに丸穴があきます。
このとき重要なのが「水」です。
加工面(放電面)に水を流すことにより、電極とワーク間に適正な放電を起こし、さらに加工で出た微細なスラッジを排出しています。
さて、この「水」にメカEDクールB-1のような加工液を添加するとどうなるか。
加工液の使用目的の一つに『加工スピード向上(時間短縮)』があります。
それを確かめるため、こんな実験を行いました。
メカEDクールB-1の20倍希釈液を使用して、SKD-11の40mm厚みに貫通穴を開ける時間を測定します。
同様に純水を用いて行い、加工スピードにどのくらいの差が見られるか比較しました。
結果、当試験条件では2倍以上のスピード(半分以下の時間)となりました。
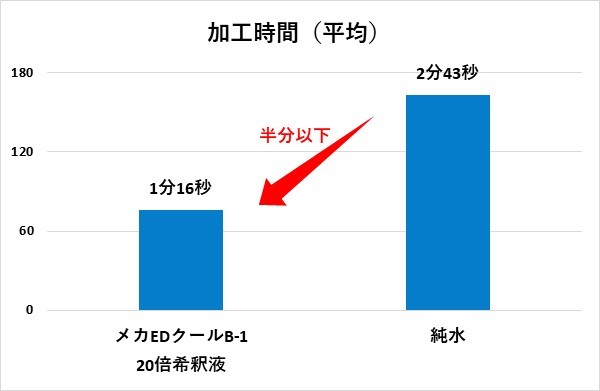
※試験条件 ワーク:SKD-11(t=40)、電極:真鍮Φ1.0、加工電圧25V/加工電流12A、加工液:使い捨て。加工穴数10穴の平均加工時間を求めた。
その他、次の比較を行っており、別記事にまとめましたので併せてご覧ください。
その2『電極の消耗度比較』
その3『加工穴寸法測定比較』
その4『ワークの表面状態観察比較』
お客様の目的によって優先すべき性能は異なります。
加工液によっても性能はさまざまであり、最適な加工液と加工条件設定により『時間短縮によりトータルコストを下げることができた』『電極(工具)寿命が延びた』『希釈して使えるのが良い』『べたつきが少なくなった』『付着物が減った』などの声もいただいております。
細穴放電加工液の課題、お困りごと、ご要望などございましたらお気軽にお問い合わせください。