細穴放電加工液ってなに?④ ~ワーク表面状態比較~
2024.02.09
本記事では、メカEDクールB-1と純水での比較試験その4として、『加工後のワーク表面状態』の比較結果を紹介します。
細穴放電加工するとワークの表面が放電の力で次々と破壊されていき、穴加工ができます。
放電エネルギーは高いため、加工穴周辺に焼け(変色)や異物の付着等を引き起こすことがあります。
加工後のワーク表面を目視観察した結果をまとめます。
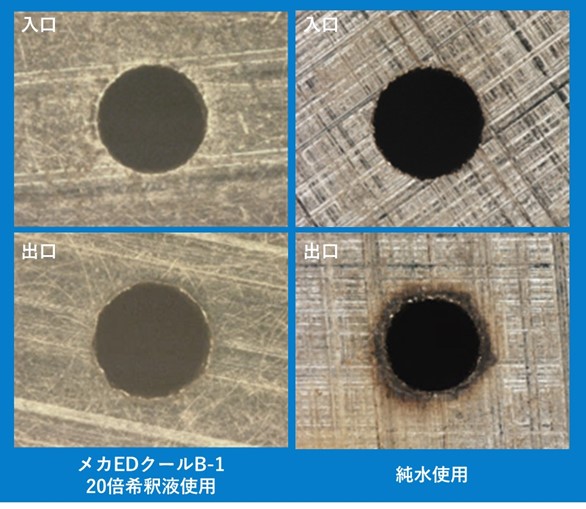
※写真は観察一例です。

放電加工が次々と進むと、出てきたスラッジ(破壊された微細な粒)が適正な放電を妨げて焼け/変色の原因となったり、加工液の成分が放電エネルギーにより分解して付着物の原因となることがあります。
焼けや変色がその度合いによって『不具合』と判断されるかはお客様の目的によって異なります。優先すべき性能をお聞きして、対応する製品をご案内しています。
細穴放電加工液の課題、お困りごと、ご要望などございましたら、お気軽にお問い合わせください。