細穴放電加工液ってなに?② ~細穴放電加工 電極(工具)の消耗~
2024.02.09
本記事では、メカEDクールB-1と純水の比較試験 その2として、『電極の消耗』の結果を紹介します。
細穴放電加工するとワーク表面が放電の力で次々と破壊されていき、穴加工ができます。
実はこのとき、わずかながら電極側も消耗します(短くなっていきます)。
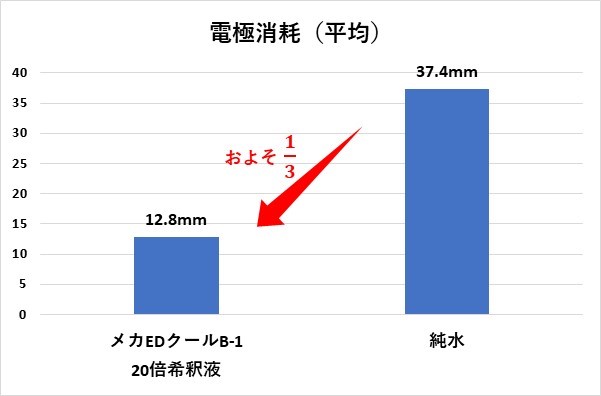
消耗した長さを比較してみます。
加工液B-1 20倍希釈液を使用したほうが電極が消耗しにくく、純水使用のおよそ1/3という結果が得られました。
また使用後の電極の先端を観察したところ、純水加工のほうは先細りが見られました。
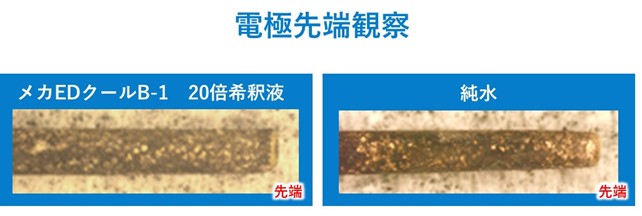
※使用液:B-1 20倍希釈液。純水。
※試験条件 ワーク:SKD-11(t=40)、電極:真鍮Φ1.0、加工電圧25V/加工電流12A、加工液:使い捨て。加工穴数10穴。数値は加工数10の平均を求めた。
電極(工具)の持ちもお客様の気になる性能の一つです。
お客様の目的によって優先すべき性能は異なります。
細穴放電加工液の課題、お困りごと、ご要望などございましたらお気軽にお問い合わせください。