細穴放電加工液ってなに?③ ~加工穴寸法(精度)比較~
2024.02.09
本記事では、メカEDクールB-1と純水の比較試験 その3として、『加工穴の寸法』の測定結果を紹介します。
ワイヤ放電加工のスタート穴の加工として細穴放電加工を行う場合は、寸法はそれほど重要ではありません(その部分はスクラップ側になるため)。
しかしながら製品加工として細穴放電加工を行う場合は、穴も製品となるので寸法も重要です。
加工穴の入口側と出口側の径を測定し、加工液によって差が出るか比較しました。
結果、B-1では入口と出口の差はほとんどなく(99.1%)、精度よく加工できました。
他方、純水では出口側が小さくなりました(78.8%)。電極消耗(先細り)の影響かもしれません(その2 電極の消耗比較 参照)。
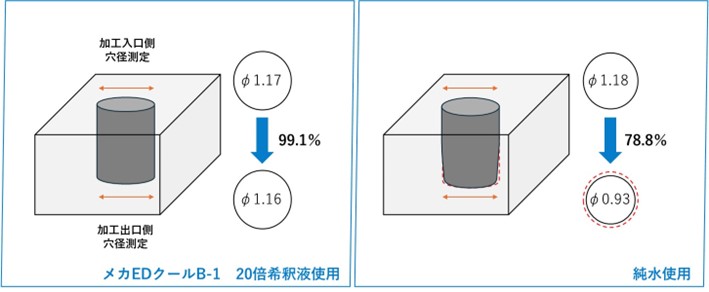
※使用液:B-1 20倍希釈液。純水。
※試験条件 ワーク:SKD-11(t=40)、電極:真鍮Φ1.0、加工電圧25V/加工電流12A、加工液:使い捨て。加工穴数10穴。数値は加工数10の平均を求めた。
寸法精度がどのレベルまで必要であるかはお客様によって(またはそのときの加工内容によって)大きく異なります。
細穴放電加工液と加工機の条件設定により改善できた事例もあります。
細穴放電加工液の課題、お困りごと、ご要望などございましたらお気軽にお問い合わせください。